





Os requisitos de projeto de uma planta de produção de alquil glicosídeos baseada na síntese de Fisher dependem amplamente do tipo de carboidrato utilizado e do comprimento da cadeia do álcool utilizado. A produção de alquil glicosídeos solúveis em água à base de octanol/decanol e dodecanol/tetradecanol foi a primeira a ser introduzida. Alquil poliglicosídeos que, para um dado DP, são insolúveis em água devido ao álcool utilizado (número de átomos de carbono na cadeia alquila ≥ 16) são abordados separadamente.
Sob a condição de síntese de alquil poliglicosídeo catalisada por ácido, produtos secundários como éter de poliglicose e impurezas coloridas são gerados. A poliglicose é uma substância amorfa formada pela polimerização de glicosil durante o processo de síntese. O tipo e a concentração da reação secundária dependem dos parâmetros do processo, como temperatura, pressão, tempo de reação, catalisador, etc. Um dos problemas resolvidos pelo desenvolvimento da produção industrial de alquil poliglicosídeos nos últimos anos é minimizar a formação de produtos secundários relacionados à síntese.
Em geral, alquilglicosídeos à base de álcool de cadeia curta (C8/10-OH) e de baixo DP (grande overdose de álcool) apresentam os menores problemas de produção. Na fase de reação, com o aumento do excesso de álcool, a produção de produtos secundários diminui. Isso reduz o estresse térmico e remove o excesso de álcool durante a formação dos produtos de pirólise.
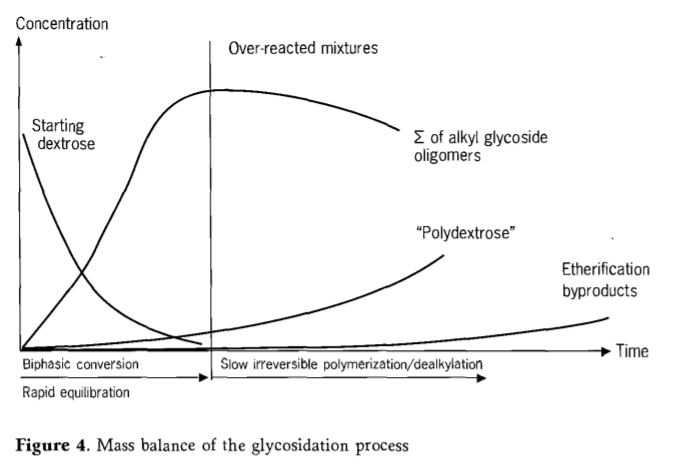
A glicosidação de Fisher pode ser descrita como um processo no qual a glicose reage relativamente rápido na primeira etapa e o equilíbrio do oligômero é alcançado. Esta etapa é seguida por uma degradação lenta dos alquil glicosídeos. O processo de degradação envolve etapas como desalquilação e polimerização, que, em concentrações maiores, formam irreversivelmente uma poliglicose termodinamicamente mais estável. A mistura de reação que excede o tempo de reação ideal é chamada de super-reação. Se a reação for encerrada prematuramente, a mistura de reação resultante conterá grandes quantidades de glicose residual.
A perda de substâncias ativas de alquil glicosídeo na mistura de reação está intimamente relacionada à formação de poliglicose. Em caso de reação excessiva, a mistura de reação gradualmente se torna polifásica novamente por meio da precipitação de poliglicose. Portanto, a qualidade e o rendimento do produto são seriamente afetados pelo tempo de término da reação. Começando com glicose sólida, os alquil glicosídeos nos produtos secundários apresentam menor teor, permitindo que os outros componentes polares (poliglicose) e os carboidratos restantes sejam filtrados da mistura reativa que nunca reagiu completamente.
No processo otimizado, a concentração do produto de eterificação é relativamente baixa (dependendo da temperatura de reação, tempo, tipo de catalisador e concentração, etc.).
A Figura 4 mostra o curso típico de uma reação direta de dextrose e álcool graxo (C12/14-OH).
A temperatura e a pressão dos parâmetros de reação estão intimamente relacionadas entre si na reação de glicação de Fischer. Para produzir alquil poliglicosídeos com poucos produtos secundários, a pressão e a temperatura devem ser adaptadas entre si e rigorosamente controladas.
Alquil poliglicosídeos com baixo teor de produtos secundários são causados por baixas temperaturas de reação (<100°C) na acetalização. No entanto, baixas temperaturas resultam em tempos de reação relativamente longos (dependendo do comprimento da cadeia do álcool) e baixas eficiências específicas do reator. Temperaturas de reação relativamente altas (>100°C, tipicamente 110-120°C) podem levar a alterações na cor dos carboidratos. Ao remover os produtos de reação de menor ponto de ebulição (água na síntese direta, álcoois de cadeia curta no processo de transacetalização) da mistura de reação, o equilíbrio da acetalização é deslocado para o lado do produto. Se uma quantidade relativamente grande de água for produzida por unidade de tempo, por exemplo, devido a altas temperaturas de reação, é necessário prever a remoção efetiva dessa água da mistura de reação. Isso minimiza as reações secundárias (particularmente a formação de polidextrose) que ocorrem na presença de água. A eficiência de evaporação de uma etapa de reação depende não apenas da pressão, mas também da área de evaporação, etc. As pressões de reação típicas nas variantes de transacetalização e síntese direta estão entre 20 e 100 mbar.
Outro fator importante de otimização é o desenvolvimento de catalisadores seletivos no processo de glicosidação, inibindo assim, por exemplo, a formação de poliglicose e a eterificação. Como já mencionado, o acetal ou acetal reverso na síntese de Fischer é catalisado por ácidos. Em princípio, qualquer ácido de força suficiente é adequado para esse propósito, como ácido sulfúrico, p-tolueno e ácido alquil benzenossulfônico e ácido sulfônico succínico. A taxa de reação depende da acidez e da concentração do ácido no álcool. As reações secundárias que também podem ser catalisadas por ácidos (por exemplo, formação de poliglicose) ocorrem principalmente na fase polar (traços de água) da mistura de reação, e as cadeias alquílicas que podem ser reduzidas pelo uso de ácidos hidrofóbicos (por exemplo, ácido alquil benzenossulfônico) são dissolvidas principalmente na fase menos polar da mistura de reação.
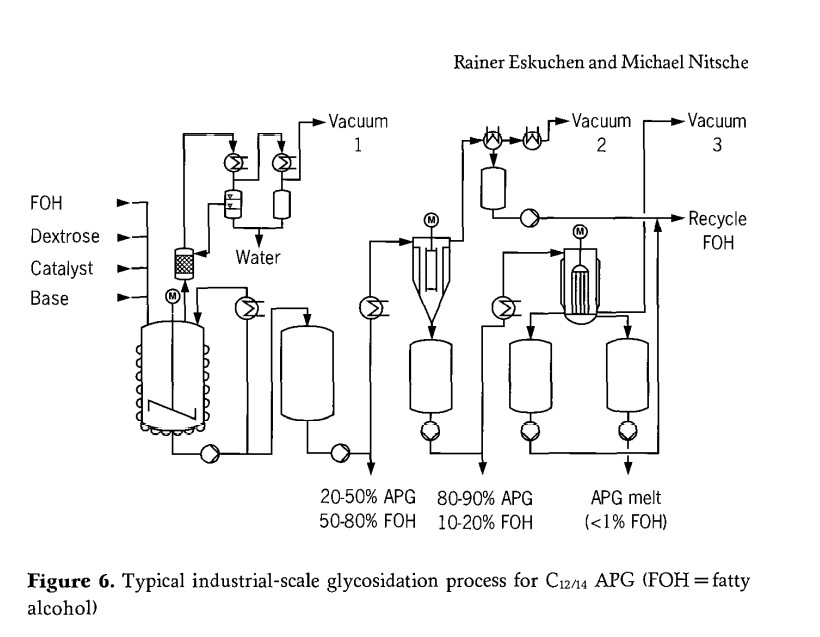
Após a reação, o catalisador ácido é neutralizado com uma base apropriada, como hidróxido de sódio e óxido de magnésio. A mistura de reação neutralizada é uma solução amarelo-clara contendo de 50 a 80% de álcoois graxos. O alto teor de álcoois graxos se deve à razão molar entre carboidratos e álcoois graxos. Essa razão é ajustada para obter um DP específico para alquil poliglicosídeos industriais, geralmente entre 1:2 e 1:6.
O excesso de álcool graxo é removido por destilação a vácuo. Condições de contorno importantes incluem:
– O teor residual de álcool graxo no produto deve ser<1% porque outros
solubilidade e odor são afetados negativamente.
- Para minimizar a formação de produtos de pirólise indesejados ou componentes descolorantes, o estresse térmico e o tempo de residência do produto alvo devem ser mantidos o mais baixo possível, dependendo do comprimento da cadeia do álcool.
- Nenhum monoglicosídeo deve entrar no destilado porque o destilado é reciclado na reação como álcool graxo puro.
No caso do dodecanol/tetradecanol, esses requisitos são utilizados para a remoção do excesso de álcoois graxos, o que é amplamente satisfatório por meio da destilação em múltiplos estágios. É importante observar que, à medida que o teor de álcoois graxos diminui, a viscosidade aumenta significativamente. Isso obviamente prejudica a transferência de calor e massa na fase final da destilação.
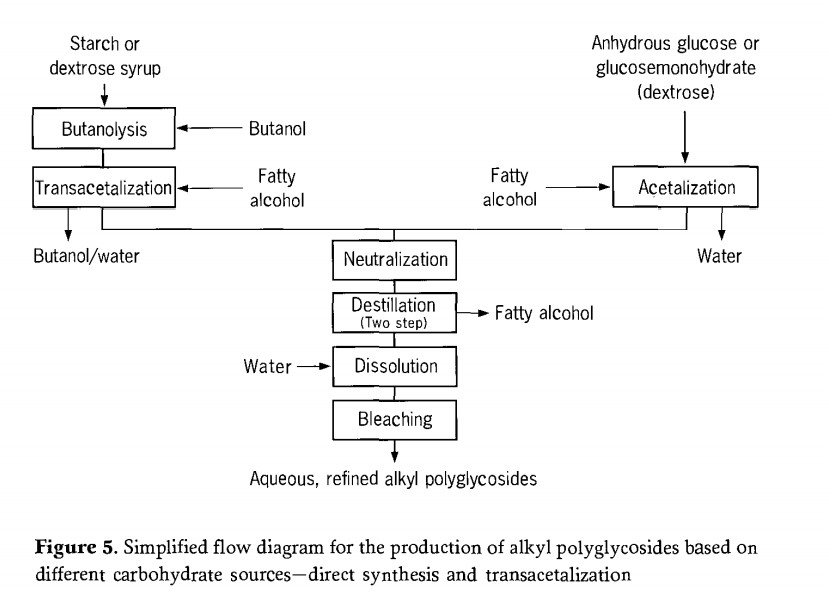
Portanto, evaporadores finos ou de curto alcance são preferíveis. Nesses evaporadores, o filme em movimento mecânico proporciona maior eficiência do que a evaporação e menor tempo de residência do produto, além de bom vácuo. O produto final após a destilação é um alquil poliglicosídeo quase puro, que se acumula como um sólido com um ponto de fusão de 70°C a 150°C. As principais etapas do processo de síntese de alquila estão resumidas na Figura 5.
Dependendo do processo de fabricação utilizado, um ou dois fluxos do ciclo do álcool se acumulam na produção de alquil poliglicosídeo; o excesso de álcoois graxos, enquanto os álcoois de cadeia curta, podem ser recuperados quase completamente. Esses álcoois podem ser reutilizados em reações subsequentes. A necessidade de purificação ou a frequência com que as etapas de purificação devem ser realizadas dependem das impurezas acumuladas no álcool. Isso depende em grande parte da qualidade das etapas anteriores do processo (por exemplo, reação, remoção do álcool).
Após a remoção do álcool graxo, a substância ativa alquil poliglicosídeo é dissolvida diretamente em água, formando uma pasta de alquil poliglicosídeo altamente viscosa, com 50 a 70%. Em etapas subsequentes de refino, essa pasta é transformada em um produto de qualidade satisfatória, de acordo com os requisitos de desempenho. Essas etapas de refino podem incluir o branqueamento do produto, o ajuste das características do produto, como valor de pH e teor de substância ativa, e a estabilização microbiana. Na literatura de patentes, há muitos exemplos de branqueamento redutivo e oxidativo, bem como processos de dois estágios de branqueamento oxidativo e estabilização redutiva. O esforço e, portanto, o custo envolvidos nessas etapas do processo para obter certas características de qualidade, como cor, dependem dos requisitos de desempenho, dos materiais de partida, do DP necessário e da qualidade das etapas do processo.
A Figura 6 ilustra um processo de produção industrial de alquil poliglicosídeos de cadeia longa ( C12/14 APG) via síntese direta)
Horário da publicação: 13 de outubro de 2020